|
|
借鉴了比较多的高手的观点,传播。前辈们辛苦了!
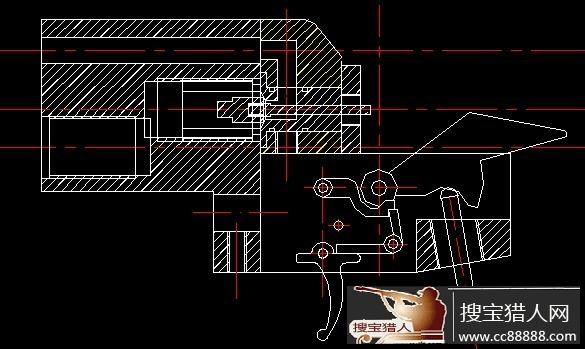
半自动,我先奉献下自己画的图纸,基本都可以了的,没有做任何的数据标注,和加工的具体截面图,只是给大家了解,和技术上的交流,不传播任何直接加工的非法图纸。详细图纸不上,希望谅解!
半自动,现在主要分余气击锤式,无击锤式。余气击锤式比较多和广泛,无击锤用低压和较少的高压PCP,不多见。
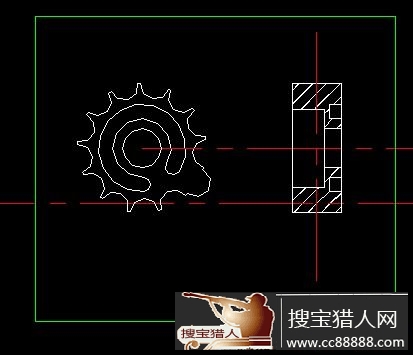
主要说下余气击锤式:利用消的余气,推动消内活塞,推动拉栓回膛上机的。配的蛋轮一般是自动轮(骚上,那种弹簧回力,自己转的)和拨动式(TV4上,要东西一拨动一格的)
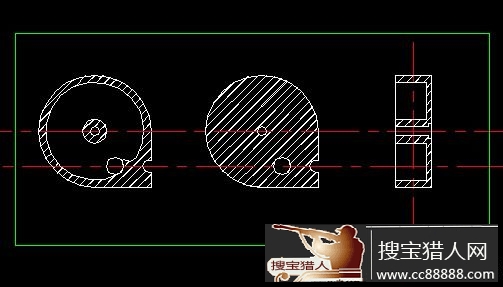
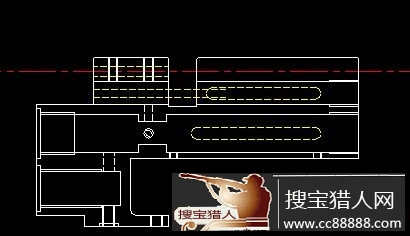
下面主要介绍我自己设计的这款骚式半自动
优点:自动12发轮子,扫射,快感。消余气回膛,不废气。其他优点和骚的一样了
缺点:加工要求高的地方比较多,弹簧调试麻烦,轮子做不好容易卡蛋,推杆密封容易坏小小漏气,击锤行程3CM左右,相对短,(我设计的消是弹片关闭消,行程可以到4CM),出问题的几率比较高,维修麻烦。
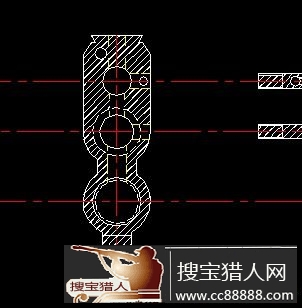
注意:活塞要重些,瞬间的气压推动活塞,后半部分是靠惯性推动击锤弹簧上机的,所以这回膛部分要重些。
推针进入管子密封长度一般要7MM以上,一般7-15MM比较好,太长拉栓后移动要很长才能拉出轮子,不利于回膛,太短针一出来,气压马上在管子这里放出,早泄了也回不了膛。
击锤要重写,惯性大好回膛,这样重击锤可以用软弹簧,有助回膛,也别太重,中了和TU的击锤一样,设计角度不一样,敲打力度变化,稳定性变化,行程3-4CM,太短不行,太长回膛不到位。挂不了机。
弹簧调试:先确定击锤弹簧,调试到可以挂机,击发的初速达到280左右,自己想要的初速就可以,然后再调活塞弹簧和推蛋针弹簧,调到拉栓拉到上级位置,放手可以推弹入膛,活塞完全回位就可以。
还有一个是推蛋针哪里,要塞进去多少,最好多点,这样活塞推回来的时候,才不在管子后面泄气太快,推针入太深了,就要活塞的行程很长,才能把针推出蛋轮,
要在这里设计的科学,合理才行.
蛋轮要用弹簧回转的,的就简单,设计12发的,回膛也不需要消耗力度在这里,另一种TV4那种拨动轮子,保证拨动的时候对孔,就要求加工紧密度高,设计要求就要科学合理,这种放蛋很方便,随时补蛋。
总体说半自动,不难。原理也简单,对高手来首也是小菜一碟了,只是现在玩的人少,开发其实很简单
附件
44.jpg (14.95 KB)
19922022-11-10 16:30,下载次数: 0
55.jpg (28.16 KB)
19922022-11-10 16:30,下载次数: 0
66.jpg (56.3 KB)
19922022-11-10 16:30,下载次数: 0
半自动波动蛋轮、自动蛋轮.rar (185.52 KB)
19922022-11-14 22:54,下载次数: 227
34.jpg (26.58 KB)
19922022-11-14 22:57,下载次数: 0
35.jpg (20.62 KB)
19922022-11-14 22:57,下载次数: 0
36.jpg (26.21 KB)
19922022-11-14 22:57,下载次数: 0
37.jpg (18.13 KB)
19922022-11-14 22:57,下载次数: 0
38.jpg (18.16 KB)
19922022-11-14 22:57,下载次数: 0
|
|
 [复制链接]
[复制链接]





 成长值: 804200
成长值: 804200